1 / 5

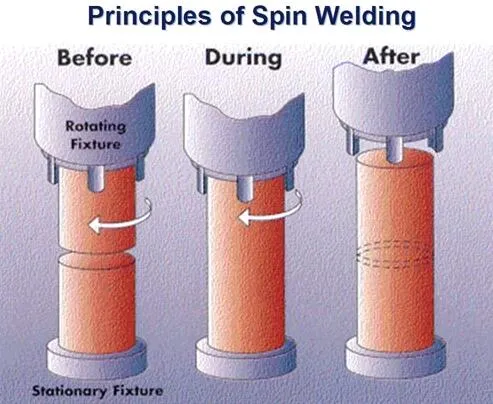
The Servo Spin Welder Orienting Rotation Plastic Welding Machine generates heat by rotational friction at circular joints to weld thermoplastic parts. It applies axial force while rotating one part against its stationary mate. The resulting friction melts the material at the spherical interface. Once rotation stops, the material cools and solidifies, forming a welded assembly with an impervious effect. For applications requiring precise orientation, the servo motor ensures rotation stops at the exact angular position.
| Key Advantages | |||
|---|---|---|---|
| High-quality permanent joints, hermetic seals, lower equipment costs, ease of assembly, energy-efficient operation, no ventilation required, immediate handling, and far-field welding capability without additional material requirements. | |||
| Technical Parameters | KLP-D30 | KLP-D40 | KLP-D70 |
| Power Output | 300w | 450w | 750w |
| Power Supply | AC380V/50HZ or 220v/60hz | ||
| Max Rotary Speed | 300RPM | ||
| Rated Torque | 18.6n-m | 28.4n-m | 48n-m |
| Max Diameter | 100mm | ||
| Net Weight | 320kgs | 340kgs | 360kgs |


✚ Precision Control: Equipped with PLC for convenient data reading and setting. Famous brand servo motors ensure precision orientation.
✚ Versatility: Parameters such as melting depth, rotary speed, time, and torque are fully adjustable.
✚ Efficiency: All-in-one movable design saves floor space while providing high jointing strength.

This technology is ideal for thermoplastic parts with spherical joints, particularly crystalline resins like PE and PP which are difficult to weld using ultrasonic methods. Common applications include:
Semicrystalline thermoplastics are more readily joined via spin melting. Using compatible polymers allows for reliable hermetic seals.
Joints must be on a circular axis and allow for adequate collapse distance. Flash trap slots are recommended to prevent overflow.
Key factors include surface velocity, axial press speed, weld depth, and hold time to ensure bond strength.