



1 / 5
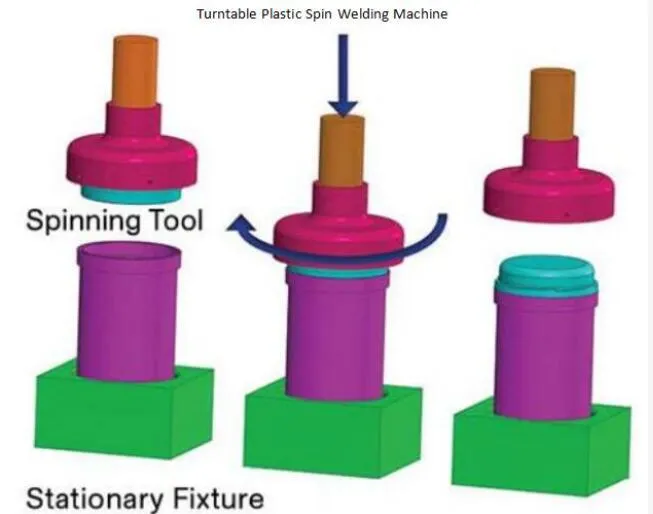
Turntable Plastic Spin Welding Machine integrates automatic turntable indexing and robotic arm auto-unloading for high-volume bonding processes. It is designed for welding solid thermoplastic parts with rotational symmetrical joining surfaces, such as circular and spherical components. By applying simultaneous rotation and axial pressure, friction generates the necessary heat for melting and fusion.
The spin friction ensures a precise, durable weld with high mechanical strength that is perfectly waterproof and airtight. The resulting bond often exceeds the strength of the original plastic matrix.
Orientation spin melting welding is a frictional technology using a circular-axis joint. During the process, one part is held stationary while the other rotates at high speeds (300-1600 RPM) under pressure. Once the interface is molten, rotation stops, and pressure is maintained until the material solidifies.
| Model Parameter | D30 Series | D40 Series | D70 Series |
| Power Output | 300w | 450w | 750w |
| Power Supply | AC380V/50HZ or 220V/60HZ | ||
| Max Rotary Speed | 300 RPM | ||
| Rated Torque | 18.6 n-m | 28.4 n-m | 48 n-m |
| Max Diameter | 100mm | ||
| Dimensions | 780*680*2000mm | ||
| Net Weight | 320kgs | 340kgs | 360kgs |


This process is commonly used in the manufacture of automotive parts, household appliances (like water filters and thermos cups), and medical devices. It is ideal for wide range of thermoplastic materials used in injection molded circular assemblies.
01 Material Considerations: Semicrystalline thermoplastics are more readily joined using spin welding than ultrasonic welding. Dissimilar polymers can be joined if their melting temperatures are compatible.
02 Joint Design: The joint must be on a circular axis and allow for adequate collapse distance. Upper parts should be designed with drive features for the tool to grasp.
03 Surface Speed: Linear surface speed increases with joint diameter. Proper speed is critical to avoid material degradation or insufficient melting.
04 Press Speed: Axial speed determines contact pressure. It must be high enough to cause melting rather than grinding.